
Svarvning är en bearbetningsmetod där ett roterande arbetsstycke formas med ett skärverktyg för att skapa cylindriska eller rotationssymmetriska detaljer.
Hur fungerar svarvning?
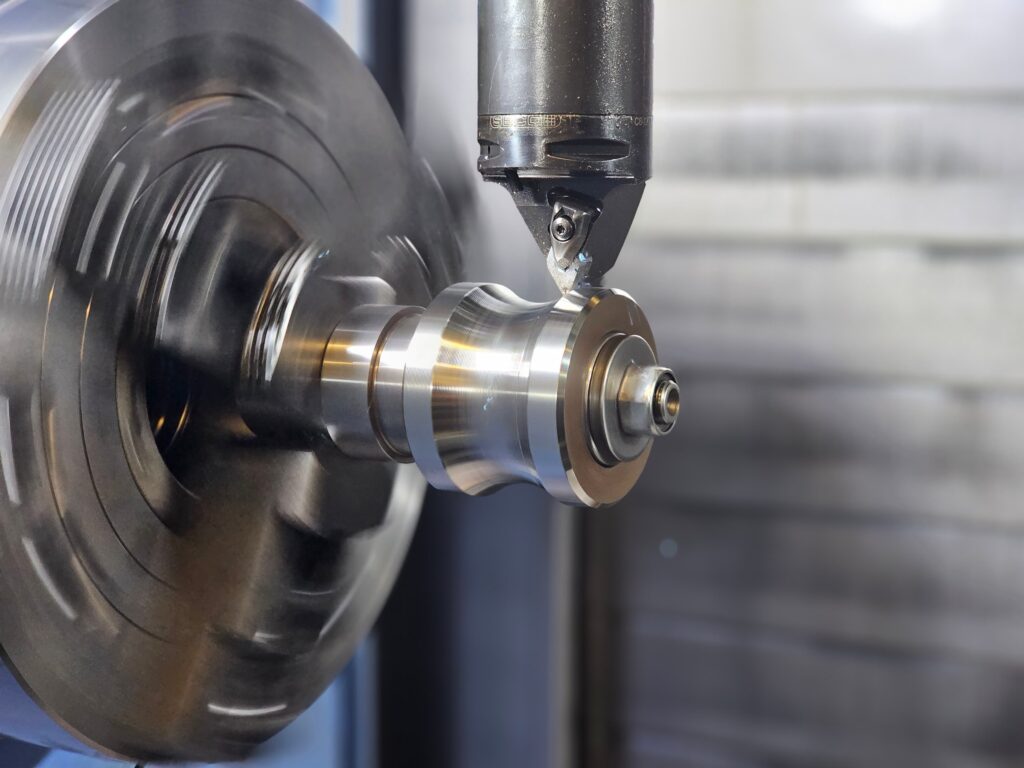
Under svarvning roterar arbetsstycket runt sin axel med hög hastighet. Skärverktyget, som är fast monterat på skärbäraren, förs in mot det roterande materialet. Verktygets skäregg skär in i materialet och bryter bort spån genom att skära eller “skrapa”.
Skärbäraren kan röra sig längs arbetsstycket (längssvarvning) eller vinkelrätt mot det (plansvarvning), beroende på önskad form. Spånen formas kontinuerligt när verktyget trycks in i materialet med bestämd djup och matning. Rotationen (varvtalet) och verktygets positionering styr hur mycket material som avlägsnas och vilken ytkvalitet som uppnås. Vid bearbetning av hål (t.ex. borrning) kan verktyget även föras in axiellt i det roterande arbetsstycket. Processen upprepas eller justeras tills önskad dimension och finish uppnås. Nedan ser ni ett exempel på hur svarvning fungerar:
Typer av svarvning
CNC-svarvning använder datorstyrda maskiner (Computer Numerical Control) där bearbetningsstegen programmeras i förväg. Maskinen reglerar automatiskt spindelhastighet, matning och verktygsrörelser. CNC-svarvar har vanligtvis X-, Z- och ibland C- och Y-axlar, vilket möjliggör fleraxlig bearbetning och drivna verktyg för sidoborrning och fräsning. Manuell svarvning används fortsatt för enklare jobb, utbildning och reparationer.
Specialiserade svarvmetoder inkluderar:
- Karusellsvarvning: Vertikal svarvning av stora detaljer med stor diameter.
- Automatsvarvning: Obemannad produktion av små detaljer med hög precision, t.ex. medicinska implantat.
- Hård svarvning: Bearbetning av härdade material upp till 65 HRC* med specialverktyg.
- Formsvarvning: Metod med profilerade verktyg för serietillverkning av mindre komponenter.
(* 1 HRC (Hardness Rockwell C) är ett mått på materialets hårdhet, bestämt med Rockwell-skalan där en diamantkon används för att mäta djupet av penetration under en specifik belastning.)
Vanliga material för svarvning
Typiska material är stål, aluminium, mässing, brons, rostfritt stål och titan. Varje material kräver specifika skärverktyg och skärdata, anpassade efter hårdhet och bearbetbarhet.
- Stål kräver anpassade hårdmetallverktyg.
- Rostfritt stål är korrosionsbeständigt men svårbearbetat.
- Aluminium och mässing är lättskurna, med god spånavgång.
- Titan kräver låg skärhastighet och slitstarka verktyg.
Maskintyper och tekniska specifikationer
Maskiner varierar från manuella svarvar till avancerade CNC-center. Manuella svarvar används främst vid mindre serier och utbildning, medan CNC-maskiner erbjuder automatisk verktygsindexering och fleraxlig bearbetning med spindelhastigheter från ca 1 000 rpm upp till över 6 000 rpm beroende på maskinstorlek. Vanliga styrsystem inkluderar Siemens och Heidenhain.
Tekniska specifikationer vid maskinval omfattar maximal svarvdiameter och -längd, spindelgenomgång, varvtalsområde, snabbtransporthastighet och antal verktygsplatser.
Tillämpningar och branscher
Svarvning används brett i industriell produktion för komponenter som axlar, motorfästen, turbinkomponenter, medicinska implantat, kontakter och verktygsdelar. CNC-svarvning dominerar vid serieproduktion tack vare hög precision och effektivitet, medan manuell svarvning används för specialjobb och reparationer. Genom att förstå svarvningens olika metoder och parametrar kan ni välja rätt teknik för era produktionsbehov.
Precisionssvarvning för alla behov – stort som smått, reparation eller ny produktion.
Vill du ha högprecision och kvalitet i varje detalj? Hos oss på Promeq svarvar vi i alla möjliga material – från små komponenter till stora delar upp till 3 meter och diametrar över 600 mm. Våra moderna fleroperationsmaskiner med drivna verktyg hanterar allt från splines och kilar till excentriska axlar med största noggrannhet.
Säkra din produktion med pålitlig svarvning – kontakta oss idag för en skräddarsydd lösning!
Vanliga frågor och svar (FAQ):
Vad innebär skärhastighet (Vc)?
Skärhastighet innebär hastigheten som materialet rör sig förbi verktyget, vanligen uttryckt i meter per minut (m/min) vid svarvning. Skärhastigheten är direkt kopplad till arbetsstyckets diameter och spindelns varvtal enligt formeln, där d är diametern (m) och n varvtalet (varv/min). Att välja rätt skärhastighet beror på material och verktyg: för höga värden kan orsaka överhettning och snabba verktygsslitager, medan för låga värden ger ineffektiv bearbetning och kan leda till byggskägg på verktyget.
Till exempel svarvas vanligt konstruktionsstål ofta i området 120–180 m/min med hårdmetallskär, medan aluminiumlegeringar kan tillåta betydligt högre hastigheter (300 m/min eller mer) och rostfritt stål kanske kräver 80–120 m/min för att undvika överhettning. Skärhastigheten optimeras vanligtvis för att balansera produktivitet och verktygsliv; verktygstillverkare brukar ange rekommenderade Vc för varje verktygsort och material.
Vad är matning (f) inom svarvning?
Matningen anger hur långt verktyget rör sig relativt arbetsstycket per varv, oftast i millimeter per varv (mm/varv) vid svarvning. Den kallas även matningstal eller avancemang. Matningen påverkar spåntjockleken och således skärkraften och ytjämnheten. En hög matning (t.ex. 0,3 mm/varv) ger snabb avverkning men kan lämna en grövre yta och kräver mer kraft, medan en låg matning (t.ex. 0,05–0,1 mm/varv) används vid finsvarvning för att ge slätare ytor.
Operatören (eller CNC-programmet) väljer matning baserat på önskad ytkvalitet, detaljens form (gängsvarvning eller kontursvarvning kan kräva specifika matningar per varv) samt verktygets egenskaper. Notera att i CNC-program kan matningen även anges i mm/min (matningshastighet), men för svarvoperationer är mm/varv praktiskt då verktygets rörelse per varv är konstant oberoende av varvtalet.
Vad är skärdjup (ap)?
Skärdjupet är hur djupt verktyget skär i radial led, mätt i millimeter. Denna parameter bestämmer hur stor del av materialets radie som avverkas i ett pass. Vid grovsvarvning (grovavverkning) använder vi ofta större skärdjup (t.ex. 2–5 mm eller mer per sida) för att snabbt ta bort material, medan vid finsvarvning tar vi ett litet skärdjup (kanske under 0,5 mm) för att endast snygga till ytan och nå måttdimensionen exakt. Verktygets hållfasthet och maskinens stabilitet sätter gränser för maximalt skärdjup – ett för stort ingrepp kan orsaka vibrationer eller att verktyget bryts av.
